2022-06-17
摘要:介紹了電泳涂裝的優缺點,陰極電泳涂裝的基本原理和工藝流程,重點介紹了陰極電泳涂裝過程中漆膜常見的問題及解決措施。
關鍵詞:陰極電泳涂料、電泳涂裝、漆膜

20世紀60年代初期。陰極電泳涂料投人工業化應用。陽極電泳涂料會對金屬表面產生腐蝕(除鋁及不活潑金屬外)對其光澤造成較大的影響。達不到表面裝飾的要求。因而人們開始研究耐腐蝕性能更為優越的陰極電泳涂科
電泳涂裝的優點
(1)高度的自動化涂裝,生產效率高;
(2)涂料回收利用率高,配合超濾裝置,涂料的利用率可達90%—95%,能更好地節約涂料,避免浪費;
(3)以水為主體,污染小,不易引起火災,易清洗,現場工作環境優良;
(4)涂裝效果優良,基本無死角,適合形狀復雜工件(主要是有內腔工件)的涂裝施工;
(5)漆膜不溶于水,無流痕,不流掛;
(6)膜面平整、光滑,富有一定的光澤,各項機械性能優越。
電泳涂裝的缺點
(1)僅限于導電材料的涂裝,僅適用于金屬件的涂裝;
(2)具有較高的固化溫度,對熱烘烤敏感的材料的適應性較差;
(3)用于底涂的環氧系陰極電泳涂料的色彩較單一,彩色涂裝局限性大;
(4)電泳線一旦運行,一般不能輕易停線,且盡量要滿負荷生產,如果產量較低,生產成本會上升;
(5)生產工藝較為復雜,專業性強,需要專門培訓工藝人員,進行現場管控。
電解:在電泳時,水發生了水解,在陰極和陽極上分別釋放出H?和O?;
電泳:在電泳時,帶正電荷的樹脂、顏料離子移向陰極(工件);
電沉積:在電泳時,陰極上形成了H?和O?,當陽離子樹脂與OH?反應,就形成了不溶性的漆膜沉積;
電滲:電沉積到工件表面的漆膜,在電場的不斷作用下,漆膜內部的水分不斷滲出,漆膜脫水,使本來親水的漆膜成為了憎水的漆膜,從而使漆膜變得致密。
陰極電泳涂裝工藝流程見圖1。
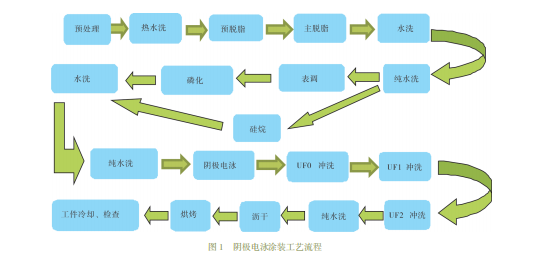
從圖1可以看出。陰極電泳涂裝工藝相對比較復雜,無論哪個步驟出現問題,都會直接影響電泳產品的質量。
陰極電泳涂裝漆膜常見的問題主要有:顆粒、針孔、縮孔、漆膜過厚、漆膜偏薄、水跡印、鹽霧試驗不合格等。
1、顆粒
1.1、電泳涂裝漆膜顆粒問題的產生原因
(1)槽液中色漿添加過多,致使其顏基比偏高;
(2)進入電泳槽的工件、掛具清洗不干凈,磷化后的水洗不干凈,有磷化渣殘留;
(3)槽液雜質離子(酸、堿、鹽等物質)帶入過多,使部分樹脂顏料老化聚凝;
(4)電泳槽液有沉淀物、凝聚物,槽液過濾不良;
(5)電泳后道沖洗水臟;
(6)涂裝生產環境差,烘道/烘箱內污物較多。
1.2、電泳涂裝漆膜顆粒問題的解決措施
(1)補加乳液,降低顏基比;
(2)加強前處理清洗力度,保證入槽工件表面的潔凈,并定期對掛具進行打磨和清理;
(3)防止雜質離子(酸、堿、鹽等物質)帶入,加強槽液監測,嚴格控制槽液pH和電導率,使其在工藝要求的正常范圍內;
(4)加強電泳槽液攪拌(保證槽液4-6次/h的循環量),防止產生沉淀;加強電泳槽液的過濾,定期清洗過濾裝置,并更換過濾袋(一般使用50 μm精度的過過濾袋。必要可更換25 μm或者10μm精度的過濾袋);
(5)提高后道沖洗水的清潔度;
(6)保持電泳涂裝生產線周邊的環境良好,定期檢查、清理烘道/烘箱內的污物。
2、針孔
2.1、電泳涂裝漆膜針孔問題的產生原因
(1)槽液中雜質較多、施工時電解反應相對激烈,工件表面產生大量氣泡,且不能及時排除;
(2)槽液施工溫度較低,循環攪拌不夠充分,溶劑含量較低;
(3)電泳完成后,工件出槽時不能及時進行后沖洗,致使部分浮漆黏附在漆膜表面,漆膜產生返溶現象;
(4)工件帶電入槽,槽液循環量較低,液面上有氣泡聚集,氣泡在被涂工件表面依附,不能被及時地沖開,最后形成針孔。
2.2、電泳涂裝漆膜針孔問題的解決措施
(1)定期對槽液進行常規檢測,嚴控槽液pH和電導率,若有異常,應適量排放UF液、補加純水、降低槽液電導率,并在槽液要求的工藝范圍內,適當降低施工電壓;
(2)保證槽液溫度控制在28-32℃,加強槽液的循環攪拌;
(3)調整好生產鏈速,工件出槽后,應及時進行后沖洗,間隔時間最好不要超過30s;
(4)若工件為帶電入槽,入槽前純水洗槽的電導率應≤50μSkm. 并控制槽液表面流速不得低于0.2m/s,以防止泡沫聚集。另外,可適當減少工件入槽處的陽極數量。
3、縮孔(凹坑)

3.1、電泳涂裝漆膜縮孔問題的產生原因
(1)槽液體中色漿含量偏低;
(2)槽液中被含有油類物質;
(3)入槽工件前處理脫脂效果差,表面的油沒有清洗干凈,或經過脫脂、磷化后,工件表面再次被油類物質污染;
(4)前處理脫脂劑中表面活性劑含量偏高,被涂工件表面殘留部分表面活性劑;
(5)電泳槽液中加入了較多的水溶性較差的溶劑(如:正丁醇、乙二醇己醚等);
(6)槽液副槽處泡沫較多,夏季氣溫較高時易形成漆皮后結塊,長時間不處理,漆塊再溶于電泳槽液中;
(7)電泳后吹氣所使用的壓縮空氣中混入油污;
(8)烘干室內不干凈,循環風內含油,與溶劑型涂料共用烘干室。
3.2、電泳涂裝漆膜縮孔問題的解決措施
(1)補加色漿,提高槽液顏基比;
(2)將槽液過濾時所使用的普通濾袋更換為除油濾袋,對槽液中混入的油污進行過濾;
(3)加強前處理脫脂工序,保證工件表面除油干凈。使用隔離毛刷、接油盤,以防止油污滴落在干凈的被涂工件上;
(4)嚴格控制脫脂劑的各項參數指標在正常范圍之內,并定期檢測;
(5)排放UF液,控制水溶性較差溶劑的添加量,另可換用水溶性較好的溶劑(如乙二醇己醚);
(6)注意控制主副槽液位差,減少副槽泡沫,如發現形成漆塊,應及時將其打撈出電泳槽;
(7)經常檢查壓縮空氣過濾質量,杜絕壓縮空氣中含水含油;
(8)定期清掃烘干室,保持烘干室和循環熱風的清潔,嚴禁溶劑型涂料共用烘干室。
4、漆膜偏厚
4.1、電泳涂裝漆膜偏厚問題的產生原因
(1)槽液的固含量偏高;
(2)槽液中的有機溶劑含量偏高;
(3)槽液施工溫度偏高;
(4)槽液的電導率高;
(5)工件電泳時間過長(如生產暫時中斷);
(6)電泳時施工電壓偏高;
(7)陰陽極比不對。
4.2、電泳涂裝漆膜偏厚問題的解決措施
(1)嚴格控制槽液固含量,不要高于工藝參數范圍;
(2)定期對槽液中的有機溶劑含量進行檢測,另外,可適當排放UF液,補加純水,以此來維持槽液中的有機溶劑含量處于相對正常的范圍之內;
(3)嚴格控制槽液溫度,安排專人定時用溫度計實測槽液溫度,如發現異常,及時調整;
(4)排放UF液。補加純水,降低槽液電導;
(5)嚴格控制電泳的時間,盡量不要長時間停線,如停線時間較長,可將整流器直接關閉或切換至保護電壓,以避免漆膜過厚的情況;
(6)根據產品模糊要求,適當降低施工電壓;
(7)調整陰陽極比(通常為4:1)
5、漆膜偏薄
5.1、電泳涂裝漆膜偏薄問題的產生原因
(1)槽液固含量偏低;
(2)槽液中的有機溶料含量偏低;
(3)槽液的施工溫度偏低;
(4)槽液中混入了酸,使得其pH過低;
(5)槽液中長時間不補加或者少補加新涂料,使得槽液狀態不穩定,老化,槽液后道的UF液損失較多;
(6)施工時,電壓偏低、電泳時間偏短;
(7)前處理皮膜(磷化、硅烷等)過厚,導致電阻過高;
(8)陽極管/板腐蝕嚴重,設定電壓與實際輸出電壓有偏差。陽極膜破損,陽極液電導率偏低;
(9)電泳后,UF液沖洗時間較長,或有機溶劑、酸添加過量,產生返溶。
5.2、電泳涂裝漆膜針孔偏薄問題的解決措施
(1)補加新漆(色絮、乳液)來提高槽液固含量;
(2)定期對槽液進行有機溶劑含量檢測,適當補加有機溶劑,以此來維持槽液中的有機溶劑含量處于相對正常的范圍之內;
(3)嚴格控制槽液溫度,安排專人定時用溫度計實測槽液溫度,如發現異常,及時調整;
(4)適當排放UF液或者定時對陽極液進行排放,以此來調節槽液的pH;
(5)根據生產情況和生產量,定期補加新涂料,調整UF噴淋頭的位置和角度,不得隨意排放UF液,從而減少UF液的損失:
(6)根據產品要求,提高施工電壓,延長電泳時間;
(7)適當縮短前處理時間,調整前處理參數,必要時改換其他前處理液;
(8)定期檢查陽極管、陽極膜情況,如發現異常及時更換。陽極液電導過低時,補加專用助劑,提高陽極液電導;
(9)縮短UF液沖洗時間,補加溶劑、酸時,應嚴格控制添加量,防止返溶。
6、水跡印

6.1、電泳涂裝漆膜水跡印問題的產生原因
(1)濕漆膜表面張力過大,電滲性差;
(2)工件外形較復雜,有內腔,易積液:
(3)水洗后附著的水滴為瀝干或未被吹掉,烘干前掛具上的水滴滴落在漆膜表面;
(4)工件預烘或瀝干時間不夠。
6.2、電泳涂裝漆膜水跡印問題的解決措施
(1)通過對電泳涂料的技術升級,改善漆膜表面張力;
(2)根據產品情況,設置較為合理的工藝孔,或人工對積水工件進行處理,以此來減少積液的存在;
(3)烘干前,利用壓縮空氣,人工對工件進行吹水,保證工件表面無水滴殘留;
(4)在設計電泳線時,應預留足夠的預烘、瀝干時間,避免水滴在高溫環境下快速沸騰而留下痕跡;
(5)可在槽液中或者UF液中添加表面潤濕劑。
7、鹽霧試驗不合格
7.1、電泳涂裝漆膜鹽霧試驗不合格問題的產生原因
(1)前處理不良,被涂工件電泳前有銹蝕現象;
(2)電泳槽中雜質離子過多,電泳槽液更新周期較長,槽液老化;
(3)電泳漆膜偏薄;
(4)電泳漆膜未完全固化;
(5)被涂工件有較為鋒利的邊角,邊緣包覆性較差。
7.2、電泳涂裝漆膜鹽霧試驗不合格問題的解決措施
(1)加強前處理力度,確保磷化膜/硅烷膜的質量,防止被涂工件表面銹蝕;
(2)定期對電泳槽液進行檢測,控制好各項指標,縮短更新周期,防止槽液老化;
(3)確保電泳漆膜厚度達到指標要求(一般控制在18-25μm);
(4)對于不同厚度、不同大小的工件分類進行電泳涂裝,嚴格保證其烘烤時間和烘烤溫度,確保漆膜完全固化;
(5)可采用耐鹽霧性能更優的電泳涂料,或在電泳涂料內添加微凝膠助劑,提高電泳漆膜的邊緣包覆性。
五、結語
隨著陰極電泳涂料的廣泛應用,其涂裝過程中出現的問題也會不斷被人們剖析和解決。但由于各生產廠家的電泳涂裝線不可能完全相同,因此在工藝上也會存在差異,出現的問題及原因也會有所不同。但只要控制好各項涂裝工藝參數,在發現問題后及時進行調整,使槽液的穩定性得以保持,就一定能夠生產出合格的產品。
廣東科德環保科技股份有限公司(證券簡稱:科德科技,證券代碼:838020)成立于1993年,是一家電泳涂料研發生產及銷售、涂裝設備設計及制造、水性工業面漆研發及銷售于一體的綜合型高新科技企業。目前擁有三大生產基地,廠房面積超過50000平方米,年設計產能超過60000噸。
科德科技多年來一直秉承 “科技創未來,德譽贏天下” 的宗旨,不斷進行產品的開發和服務的創新,先后開發出八代電泳涂料產品,特別是“底面合一”、“低溫固化”等新電泳漆產品,填補了國內的多項空白,多項產品的性能和品質達到了國際水平。環氧電泳漆產品被廣泛應用于輕工、農業機械、工程機械、摩托車、汽車配件、家用電器、建材等金屬元件的防腐與裝飾。
0757-26382347/13380287549
