2023-02-03
摘要:電泳涂膜針孔、縮孔是基材表面工藝處理過程中的常見缺陷,嚴重影響產品的防腐蝕性能。重點介紹了某涂裝線體電泳漆膜外觀形成大面積針孔、縮孔的解決案例,過程運用5M1E詳細敘述排查、試驗及缺陷鎖定,并根據試驗結論制定了相應的解決方案。
隨著汽車的熱銷及市場競爭的日益激烈,各汽車企業新車型開發呈現出品種多、速度快的特點,這就需要做好新車型的生產準備,保障新品的順利生產和質量提升,為企業在激烈的市場競爭中搶得先機。電泳是整車涂裝的重要“基石門戶”。電泳質量的優劣與電泳投槽及日常管理質量息息相關。電泳投槽初期不僅僅限制于是否得到了符合膜厚、外觀等要求的電泳漆膜,而且還要有保證投槽成功的一系列保障措施。本文針對后背門針孔、車型局部位置縮孔形成情況進行分析與解決。電泳漆膜形成針孔、縮孔的原因有多種,可分為前處理、電泳槽液原因及設備、吊具原因等。電泳后的車身針孔、縮孔缺陷會對車身外觀造成極大的影響,導致中涂、面漆針孔、縮孔、失光等,車身防腐蝕性能也無法保障。
某款新車型試制期間,電泳漆膜后背門區域出現密集針孔。確認車型在電泳濕膜狀態下存在密集針孔,直徑0.2~0.5 mm,目視露底且棱角突出較為嚴重。連續過車針孔缺陷 100%,單臺過車時無此現象,其他車型過車時無異常。
通過排查確認,電泳車身針孔為大面積聚集形式出現,且缺陷只存在于后背門和尾燈鈑金棱線處。初步判斷發生在電泳成膜過程,電泳槽體反應產生的氣體聚集未及時排出造成。針孔缺陷需在打磨工位將外觀處理至平整、無觸感。為證實缺陷產生的原因,對前處理、電泳槽液制定常規及分段驗證方案。
取電泳槽液進行常規參數化驗分析,見表 1。
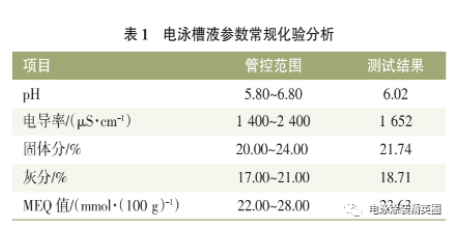
檢測結果顯示電泳槽槽液參數正常,均在管控范圍之內,在實驗室用現場槽液進一步驗證槽液的 pH及電泳電壓與漆膜外觀的關系,結果表 2~3。
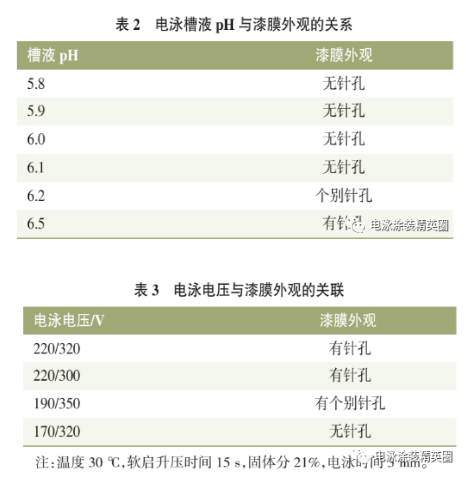
試驗發現:當 pH 低于下限時,漆膜薄,沒有針孔;隨著 pH 升高,漆膜粗糙且針孔開始出現,而現場槽液的 pH一直管控在 6.0 左右,pH 的影響判定為非要因。
試驗結果解析:當第一段電壓低時,電解反應進行緩慢,樹脂粒子的遷移速度減小,電沉積量少且漆膜薄。電壓升高,電解反應劇烈,產生氫氣量增多,樹脂粒子的遷移速度較快、電沉積量隨之增多、漆膜外觀粗糙且針孔大量出現,確認電泳電壓Ⅰ段 220 V、Ⅱ段320V,電壓設定較高為要因。
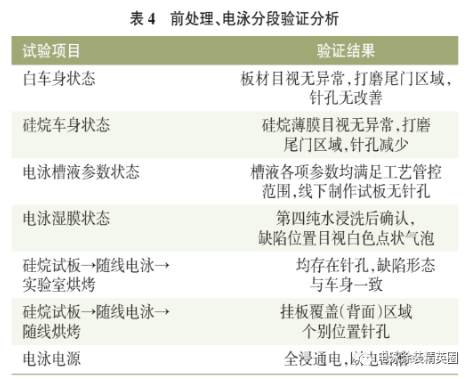
當電極開始通電時,首臺車身后蓋與第二臺車身的前圍同時面對距離相同電泳漆,而該區域由于車身泳動循環相對較差,非常容易發生陽極化,針孔很容易出現。前處理、電泳分段驗證分析見表 4。
試驗推論:針孔是由斷電出槽、電泳極化反應引起。
電泳泳涂過程反應機理見圖 1。
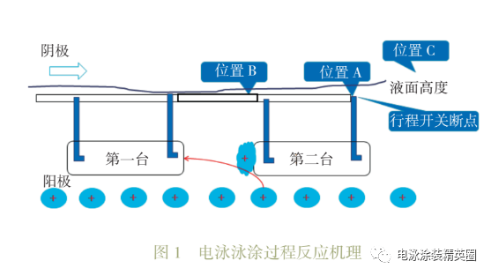
現場采用“全浸通電,斷電出槽”工藝。連續過車時,第一臺車在位置 A 斷電出槽時,第二臺車依然處于通電狀態,第一臺車尾門附近位置陽極(屬A 工位)處于工作狀態,導致第一臺車尾門附近位置出現“(陽)極化”異常。車身鋼板電解水,產生H?離子,腐蝕已經生成的電泳濕膜,并存在影響槽液穩定性的潛在風險。
在現場過車通電條件下,第一臺車斷電出槽時,第二臺車剛結束Ⅰ段電壓進入Ⅱ段電壓。因Ⅱ段電壓(320 V)較高,加劇“(陽)極化”程度,導致尾門出現密集針孔。
1)Ⅰ段、Ⅱ段電壓升壓時間過短,電壓偏高,電流沖擊大。且Ⅰ段電壓設定從220 V升至320 V階段軟啟時間為3 s ,致使Ⅰ段電壓電泳升壓時沖擊電流高達0.80 kA,故將Ⅰ段、Ⅱ段電壓軟啟時間由3s調整為6s,同時將Ⅰ段工作電壓由220 V調整為170 V,降低電流密度,控制電解反應的程度。
2)延長第二臺車在第一段低壓的通電時間,使第一臺車斷電出槽時,第二臺車處于低電壓狀態,減緩前車“(陽)極化”嚴重程度,從而緩解針孔異常。
經過上述調整,車型后背門部位(陽)極化程度大幅減緩(但依然存在),針孔異常基本消失,同時,車型膜厚符合工藝要求。
對整流設備程序進行改造,將斷電出槽模式改為帶電出槽模式,從根本上解決后背門極化異常。
入槽階段機蓋出現針孔、花斑,出槽階段尾門出現針孔。單臺過車與連續過車現象差異較大,斷電出槽,前后車間隔較短。缺陷批量出現,嚴重影響車身防腐蝕性能和生產效率,隨線分段掛板形成初步結論,通過SDU 測試分析原始數據鎖定根本原因,將電泳電源改為帶電出槽,增加前后車間距,問題得到解決。
由于外界因素造成被涂物表面、硅烷薄膜表面、電泳濕膜上附著油污、塵埃等,或在成膜過程中混有與電泳涂料不相溶的物質,又或工件在烘干過程鈑金夾縫中油水混合物遇到高溫散落空氣中,而后附著在車身表面而產生類似火山口狀的、直徑為 0.5~3.0 mm的凸坑現象。
某線體完成投槽后,量產爬坡期間,A 車型引擎蓋、四門窗框等位置出現密聚縮孔,直徑 10 mm,菊花狀,縮孔密度3~20個/dm2,需用打磨機打磨。同線體其他車型無此缺陷。
根據現場調查發現白車身經過前處理、電泳及電泳烘干工序后,車型引擎蓋、四門窗框等部位電泳漆膜表面存在火山口狀的縮孔,目視表現為縮孔深淺不一且密集,均為典型形狀的小圓形縮孔,并伴有明顯的油漬。電泳漆膜縮孔問題的出現,增加了對電泳涂膜的打磨工作量,部分打磨不徹底的電泳漆膜縮孔,還會影響車身面漆的外觀質量,而且打磨造成的電泳漆膜局部膜厚不足及露底現象影響車身的防腐蝕性能。
取前處理、電泳槽液進行常規參數化驗分析,結果見表 5。
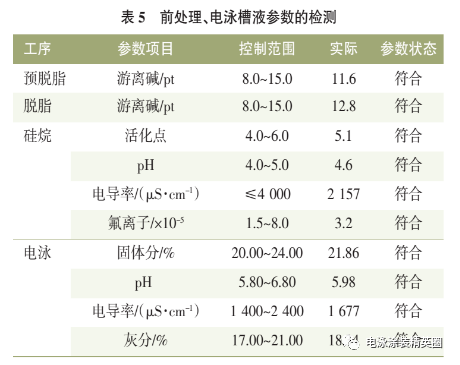
通過對各項工藝管控參數化驗、確認,其實際值均在工藝范圍內,排除前處理、電泳實際工藝參數不符合標準所導致電泳縮孔,此為非要因。
前處理、電泳分段進行掛板驗證,確認縮孔缺陷發生區域,結果見表 6。
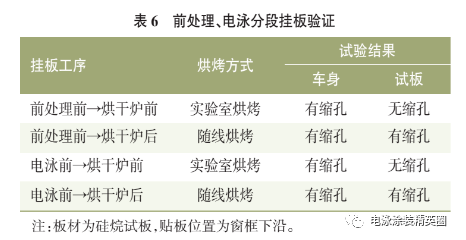
試驗結果表明,車型引擎蓋、四門窗框等位置濕膜狀態下無電泳縮孔,排除前處理脫脂除油清洗不凈及電泳過程參數異常導致縮孔,確定問題發生在電泳烘干爐區域。
車型鈑金夾縫及外觀縮孔位置使用鋁箔紙進行遮蔽驗證,確認縮孔缺陷發生原因,結果見表 7。

車型漆膜烘干后拆卸(鈑金夾縫包裹)鋁箔紙發現表層存在明顯黃褐色點狀物質,且確認外表面鋁箔紙包裹區域無縮孔,通過驗證結果初步鎖定鈑金夾縫異物是造成電泳漆膜產生縮孔的要因。
車型單件油污排查見圖 2。

排查結果表明,車型部分外協件防銹油與電泳漆配套性較差,電泳漆膜表面縮孔聚集,且縮孔內含有油漬。鎖定車型外協件防銹油是導致電泳漆膜產生縮孔的主要原因。
車型存在大量的鋼板重疊區域及部位,形成夾縫、折邊、搭接等,夾縫內易殘存油污,且夾縫內部,脫脂液體難以浸入或無有效流動,無法對鈑金夾縫油污進行有效脫脂。夾縫內殘存油水混合液體,因表面張力作用,難以清洗并無法完全瀝水,烘干時,如升溫段溫度過高、升溫過快,水的爆沸會將油迸濺,隨著烘干爐內的循環風附著在電泳濕膜表層,在表面張力的作用下形成密集縮孔。
電泳缺陷整改措施及結果見表 8,改善效果:引擎蓋平面縮孔由 40個降至7個,四門門框縮孔由 25.8個降至8個。
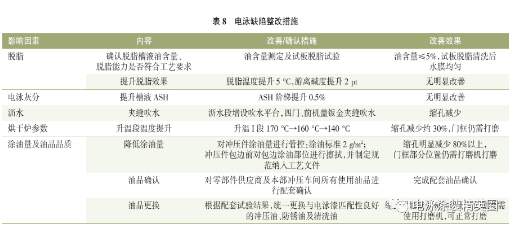
正常情況下,調整脫脂參數對夾縫油縮孔無改善效果。對于輕微較淺的縮孔,提升槽液 ASH會有一定改善作用,一般需提升 1%以上,但電泳外觀粗糙度增加。對于較簡單的夾縫結構,電泳后濕膜吹水,有一定改善作用,但無法完全解決。調整烘房參數(溫度、風速、風向),改善明顯,也是現場較為常用的改善方法之一,但無法完全解決,且需注意調整后的固化效果。直接減少涂油量、更換配套性較好的油品,是解決夾縫油縮孔問題的主要途徑,弊端是試驗周期較長。
各主機廠對于針孔、縮孔缺陷處理方法及方式截然不同,電泳濕膜狀態下的縮孔及針孔均難以檢查。絕大部分造成縮孔、針孔缺陷的原因均為外界污染物質,漆膜缺陷直接影響電泳漆膜功能壽命和基材防腐性能,且面漆涂層外觀質量無法保證。
不同線體均有其獨特的地方,在解決現場質量問題時要結合線體的實際情況,同時工藝參數的設定并不是按照廠家提供的參數即可,也要根據現場的實際生產情況來做出最終的判定。抓好細節是保證工藝管理制勝的法寶,凡事不能被事物表象所迷惑,要深入其內部,查找癥結所在,工作質量和工作效率才能得到提升。
0757-26382347/13380287549
