2023-02-10
摘要:介紹了電泳漆膜粗糙問題的解決方法。分析了電泳、磷化槽體工藝參數,找出了磷化含渣量偏高要因。從工藝管理和設備改造的角度制定了相應措施,從根源上解決了電泳漆膜粗糙問題。

烘干后的電泳漆膜表面光澤和光滑度不均勻,有陰陽面,該弊病稱為漆面粗糙,輕則光澤度不良或失光,漆膜外觀不豐滿,重則有手觸感。漆面粗糙將對面漆前處理增加工作量,打磨露底,破壞電泳漆膜,降低耐腐蝕性;打磨不足,影響面漆 DOI 值及橘皮 S 值。
2018 年夏季,涂裝電泳駕駛室經過烘烤后緩慢出現漆膜粗糙現象,表面呈現密集型細小毛刺。粗糙程度由局部到整車,先后圍、內腔,再增加至車門側圍等地方,水平面較垂直面嚴重。面漆前處理需采用400#砂紙進行整車打磨,降低電泳漆膜厚度,破壞電泳漆層,降低了電泳漆膜防腐性能,同時影響生產節拍,解決該問題迫在眉睫。
涂裝電泳自動生產線包括脫脂、磷化、陰極電泳三大工藝槽體,工藝流程為:熱水洗一預脫脂一脫脂一水洗 1一水洗 2一表調一磷化一水洗 3一水洗4一純水洗1一純水洗 2一瀝水檢查一電泳一UF1一UF2一純水3一純水4一電泳下線一電泳烘干。
為了解決該問題,逆向追溯,從電泳烘干室、電泳后噴淋水洗、電泳、磷化后水洗、磷化等工序進行排查。
1.1 排查烘干室體
排查烘干室潔凈度,安排保潔人員對烘干室體進行保潔和更換燃燒室體的高溫過濾板,保證空氣潔凈度。電泳駕駛室漆膜粗糙問題依然存在,排除了烘干爐內環境潔凈度因素。同時在電泳下線處觀察,發現駕駛室表面附著細小密集的粉末,有明顯觸感,懷疑電泳后純水噴淋不充分。
1.2 電泳后純水噴淋不充分
電泳后有超濾1噴淋,超濾2、純水3、4 浸洗和出槽噴淋,噴淋壓力范圍是 0.1 ~ 0.2 MPa,現場查看均符合工藝范圍,噴嘴方向均未發現偏離和堵塞。在進入超濾1槽體前目測,發現電泳駕駛室表面輕微粗糙,排除了純水噴淋不足的因素,將問題聚焦在電泳槽。
1.3 電泳槽體參數異常
槽液溫度、電導率、電壓因素對電泳漆膜粗糙問題影響較大。溫度過高促使溶劑揮發過快,在電化學反應過程中反應加劇,漆面易出現粗糙、橘皮。電導率偏高,導電能力加強,電解和電沉積反應加速,不能緩解槽液分散,漆膜會變得粗糙。電壓偏高,導致電解、電沉積反應加快,駕駛室上漆速率過快,漆膜增厚而不均勻,漆面出現小毛刺、小針孔。
為了確定以上因素對漆膜的影響,在現場進行跟蹤排查,每隔 2 h 記錄相關數據,監測結果見表 1。通過監測發現電泳電壓參數存在異常,電泳電壓工藝設置參數與當前實際電壓不符,波動較大。
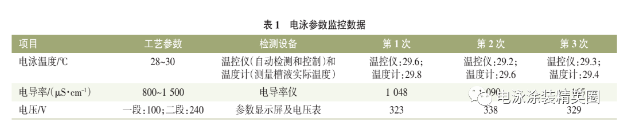
聚焦電壓參數異常,反應速率加快導致漆膜粗糙;同時存在電壓持續偏高導致擊穿電泳涂膜產生針孔問題,解決該問題迫在眉睫。設備維修人員經過檢修,整流柜有A、B兩套電路板,檢測結果是正在使用的A路電路板失控,施工電壓與工藝設定電壓參數相差較大,無法整流將輸入高壓轉換為所需求的施工電壓。為了確保生產順利進行和電泳質量,設備人員啟用 B 路電路板工作,恢復正常工作,施工電壓與工藝設定電壓參數相符。經過批次跟蹤,漆膜表面粗糙程度略為降低,但依然觸摸可見,仍需大面積打磨電泳漆,可確定電壓參數異常與漆膜粗糙無必然聯系。
1.4 排查磷化后水洗
為找出根本原因,繼續逆向追溯,聚焦在電泳前處理工序。在瀝水檢查工位目測,發現磷化膜表層附著粉末狀異物,初步判定為磷化渣(FePO3)。磷化后經過 4次水洗,水洗 3 和純水1是噴淋槽,水洗4 和純水2為浸槽,主要作用是沖洗磷化膜表面的浮渣和異物。經過4 次水洗仍存在,懷疑磷化后的水洗不充分。現場人員立即組成排查小組,排放槽液,排查噴淋壓力和噴嘴堵塞情況。槽液噴淋壓力均在工藝參數范圍 0.1 ~0.2MPa 內,正常。水洗 3 部分噴淋頭被磷化渣堵塞,拆卸疏通。隨后生產時,4 個槽體進行噴淋驗證,在瀝水檢查工位目測,粉末狀異物依然附著表面,可判定該磷化渣較難沖洗干凈,磷化后的噴淋水洗不是要因。
1.5 排查磷化槽
將問題鎖定在磷化槽,考慮磷化液含渣量高,磷化膜表面的磷化渣易形成微弱的附著力和表面張力,后道水洗較難沖洗。為了證實這一設想,取磷化槽液化驗。采用3個1L量杯分別在槽體 3 個不同點取樣,采用無紡布完全過濾,送入烤箱烘烤(烘烤條件 120°C,1h),計量 3 組烘烤后的樣本粉末干重數據,見表 2。

從表 2可知,磷化液中的含渣量超標,證實了當初猜想。而槽液磷化渣含量高低一般與溫度、總酸度、游離酸度、促進劑濃度、除渣效率有關。連續跟蹤 3 d,監測和化驗磷化液參數,見表 3。
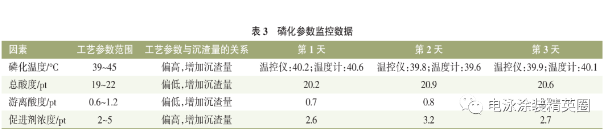
從表 3 可知,槽液工藝參數正常,可排除槽液參數影響,需進一步排查磷化除渣效率。
現場除磷化渣方式是采用斜板沉淀槽加壓濾機(脫水機)方案,也稱為連續置換法。斜板沉淀槽是一分為二的小槽體,以斜板結構進行溢水回流和沉渣。
首先,跟蹤壓濾機除渣效果,縮短除渣周期,原 3h/次設置為 2 h/次,持續除渣 3 d,壓濾機有出渣,但出渣厚度與先前比較偏薄,且駕駛室粗糙程度未得到有效緩解,與除渣周期無關。其次,排查斜板沉淀槽及管路,從磷化槽回流口發現斜板沉淀槽回流的磷化液較渾濁。維修人員開啟沉淀槽蓋板發現左槽磷化渣堆積槽體,右槽正常。判定左斜板沉淀槽與壓濾機管路堵塞,只有右槽沉渣,導致回流液中含有大量磷化渣流入磷化槽,使整體槽液含渣量偏高,附著在磷化膜表層,噴淋較難沖洗干凈。
確定要因后,車間立刻組織磷化倒槽、撈渣、疏通斜板沉淀槽和管道工作。經過幾天連續電泳,駕駛室表面粗糙程度降低,至第4 批次駕駛室漆膜粗糙問題基本消失,電泳漆膜恢復正常狀態,問題得到解決。
深究原因,針對斜板沉淀槽堵塞問題,具體原因有兩方面:1)除渣管道直徑 50 mm,管徑偏小,隨著產量提升,沉渣量增多,管壁附著磷化渣較厚,管徑越來越小,易堵塞;2)斜板沉淀槽呈錐形易沉渣,底部法蘭口有導入壓縮空氣裝置,長時間未啟用,導致錐形槽底部積渣結塊堵塞法蘭口,管道易堵塞。
為防止后期再發生類似問題,安排更換磷化除渣管道,管徑改為 80mm;啟用壓縮空氣裝置,定頻次(每周開啟≥3次)對沉淀槽導入壓縮空氣,防止沉渣結塊,并納入工藝紀律進行監控,從根本上解決該問題。
本文介紹了電泳漆膜粗糙問題的分析與解決。按照QC改善的思路逆向追溯找出要因,導致電泳駕駛室漆膜粗糙原因為表面附著較多磷化渣,是管道設計規范問題和現場日常管理失職問題。通過制定整改措施并納入工藝紀律監控范圍,從管理上快速解決了該問題。駕駛室獲得較好的電泳漆膜,首先要獲得優質穩定的磷化膜,前處理日常管理也十分重要。在此也體現了電泳涂裝三要素的重要性:合格的涂料,先進的設備,嚴格的工藝管理。在今后的工作中,我們將圍繞三要素,努力學習和研究專業知識,提升自身專業水平,杜絕同類問題再次發生,駕駛室外觀會有質的飛躍。
0757-26382347/13380287549
