2023-03-03
摘要:對E車型在涂裝過程中產生的電泳流痕問題進行了調查分析和驗證,并采取了相應的控制措施,最終降低了E車型電泳流痕單車缺陷數。
隨著汽車行業的改革,新能源汽車需求越來越大,客戶對新能源汽車的品質要求也越來越高。汽車的外觀作為客戶首先的關注點,也越來越被重視。涂裝的目的就是使汽車具有優良的耐蝕性和高裝飾性外觀,以延長其使用壽命,提高其商品價值。電泳作為汽車涂裝的關鍵工序,為汽車提供了良好的附著力和耐腐蝕性能。電泳質量的好壞直接影響汽車的使用壽命。電泳流痕是汽車涂裝的常見缺陷,為防止電泳流痕對漆膜外觀造成影響,需要對產生流痕的部位進行打磨,這不僅增大了工作量,增加了生產成本,而且在打磨過程中對電泳漆膜的破壞還會影響打磨部位的防腐能力,即使點補防銹漆也不能達到原來的防腐水平,這將帶來車身早期銹蝕的風險。

E 車型車身有多處電泳流痕是影響電泳打磨輸出的關鍵因素。本文針對此問題進行分析研究,尋找解決電泳流痕的有效措施,消除或降低電泳流痕的前位問題,以期降低此單車缺陷數。
從2021年1月項目開始,涂裝車間E車型車身上有多處流痕,電泳流痕單車缺陷數達 5.3 個,主要集中在前門下折邊、尾門框和尾門內板等部位,占比83%,嚴重影響后工序的質量輸出,如圖1所示。
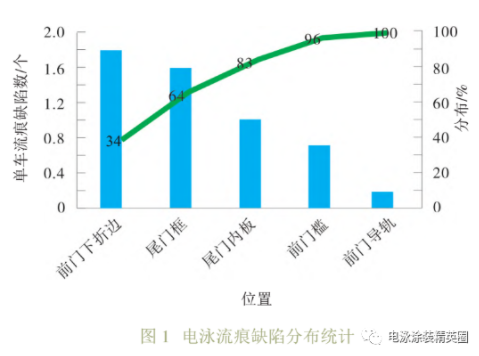
因此,缺陷的現狀不能滿足車間要求,所以我們的目標是降低E 車型電泳流痕單車缺陷數,由 5.3個降低至2.5個(車間指標)。
生產E車型的生產線電泳工藝過程為: 電泳一UF1沖洗一UF2 浸洗一UF3 沖洗一純水沖洗一電泳瀝水一電泳烘干。
電泳流痕又稱“二次流痕”,是指在濕膜狀態下的電泳漆表面完全正常,但經電泳烘爐烘烤后在車身夾縫結構處的存液流出產生電泳流痕。即因車身包邊或鈑金搭接的部位存在縫隙,電泳過程中在液體表面張力的的作用下電泳漆進入后會積存在縫隙內,即使經過電泳后清洗也很難清洗完全,此條生產線因成本問題,電泳后只有一道純水清洗工序,沖洗效果更差,導致清洗不完全,在電泳烘爐烘烤升溫過程中液體表面張力受到破壞甚至出現沸騰,夾縫中的電泳漆液流出而產生流痕。因此,要解決流痕問題,要從車身包邊、鈑金搭接、電泳后沖洗等多個方面綜合考慮分析。
3.1 前門下折邊流痕
經統計,前門下折邊流痕單側流痕缺陷數高達 0.9個。打磨后嚴重影響下折邊的防腐能力。經生產現場觀察發現,純水沖洗工序,底部缺少2 根噴淋管道,與設計圖紙不符,周末停產后,安裝底噴管道,底噴管道由3 根增加到5 根,但是,跟蹤出車狀態,流痕沒有改善。
因流痕位于前門下折邊包邊處,懷疑內板沖洗不到導致,因此在此位置增加射流噴嘴,專門沖洗流痕位置,但是,跟蹤出車狀態發現,流痕依然沒有改善。
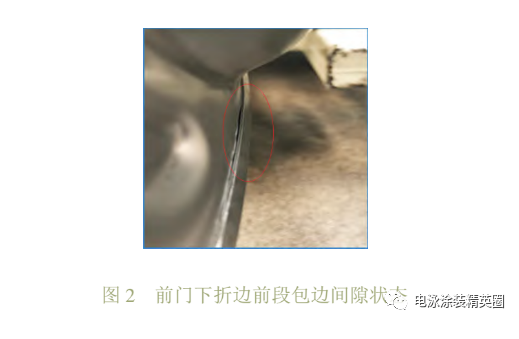
經過前兩輪的改善后,團隊發現,涂裝生產線現場調整效果不佳,因此將目標放在車門本身上面。經觀察,流痕主要集中在左右前門下折邊前段,此處包邊存在明顯間隙,可以插入一張白紙。經測量對比發現,前門下折邊后段包邊間隙<0.08 mm,前門下折邊前段包邊間隙都在 0.1 mm 以上,根據實際的流痕狀態,將原因鎖定在前門下折邊前段包邊間隙上,如圖2所示。
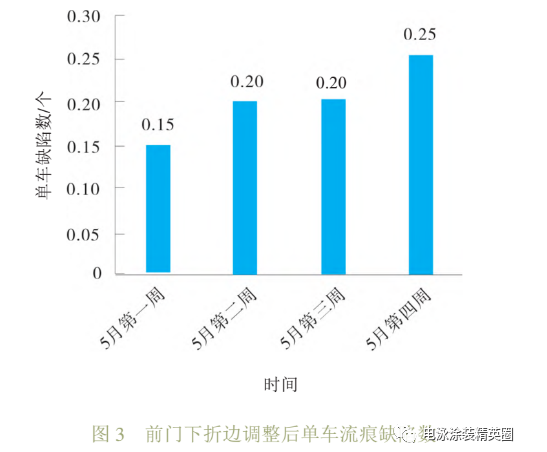
基于上述調查,聯合車身和沖壓調整包邊機,利用停產時間將此處壓刀調緊。調整完成后,測量此處的包邊間隙在 0.07 mm左右。經過1個月的跟蹤,前門下折邊流痕缺陷數由1.8 個降低到0.2 個左右,可以接受。至此,前門下折邊電泳流痕改善完成,如圖 3 所示。
3.2 尾門流痕
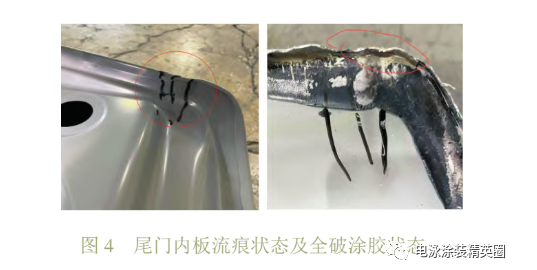
經觀察,尾門流痕主要集中在左側尾門內板上折邊凸臺位置,單車流痕缺陷數高達1個。而且流痕長度達60 cm,貫穿整個尾門上下,影響極其嚴重。尾門內板折邊膠由人工涂膠,由于上折邊造型問題以及涂膠起槍位置問題,左側涂膠容易跳槍,造成涂膠狀態不穩定。根據全破車發現,左側尾門上折邊涂膠不到R角,不滿足要求,導致電泳漆積液,最終形成流痕,如圖 4所示。
基于上述調查結果,聯合車身部門,涂膠時放慢走槍速度,增加此處涂膠量,但是從全破車狀態以及最終實車狀態來看,效果并不明顯。分析原因可能是此處造型問題,內外板在壓合過程中導致折邊膠偏離,此方案失敗。
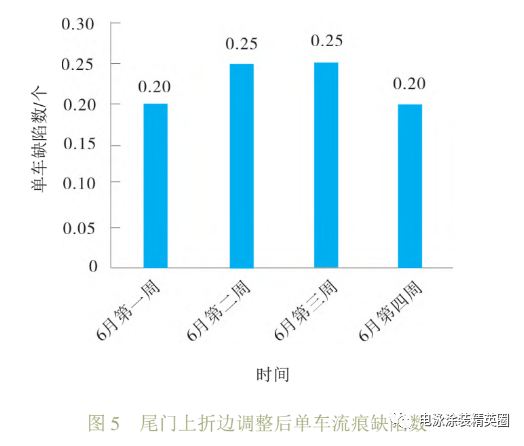
團隊開展頭腦風暴,如果電泳積液不能消除,也可以讓電泳積液流出來解決流痕。因此,決定將此位置間隙適當放大,即不影響整體外觀效果,又能減輕流痕。基于以上,聯合車身和沖壓調整尾門包邊機壓刀松緊度,將此處間隙放大 0.3 mm,包邊厚度由 2.1 mm 提高到2.4 mm左右。經過1個月的數據跟蹤,尾門流痕缺陷數降低到 0.2 左右,流痕狀態改善明顯,可以接受。至此,尾門電泳流痕改善完成,如圖 5 所示。
3.3 尾門框流痕
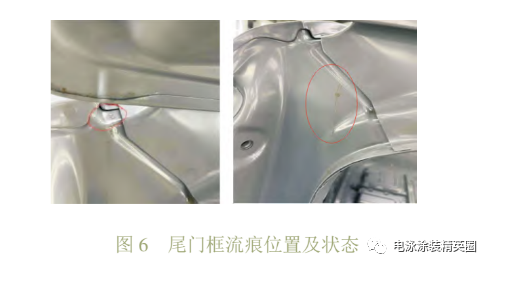
經現場觀察統計,尾門框流痕主要有 2 處,一處是頂蓋流水槽后端流出,另一處是尾門框焊縫流出,單車流痕缺陷數高達 1.6個,其中頂蓋流水槽后端流痕 0.6個,尾門框焊縫流痕1個,如圖 6 所示。
3.3.1 頂蓋流水槽后端流痕
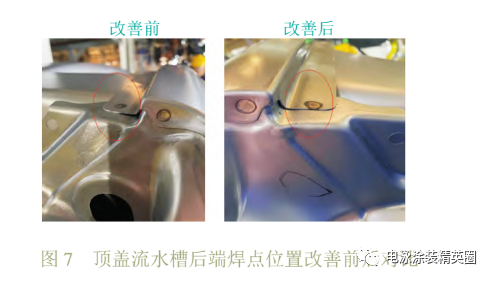
因側圍與頂蓋為拼裝后焊接,頂蓋流水槽與側圍拼接縫沒有涂膠,拼接焊縫存在間隙,導致此處存液形成流痕。為減少此處間隙,調整焊接固定工裝,將末端焊點后移8 mm,改善后流痕降低 50%,由0.6個降到到0.3 個,如圖7所示。
3.3.2尾門框焊縫流痕
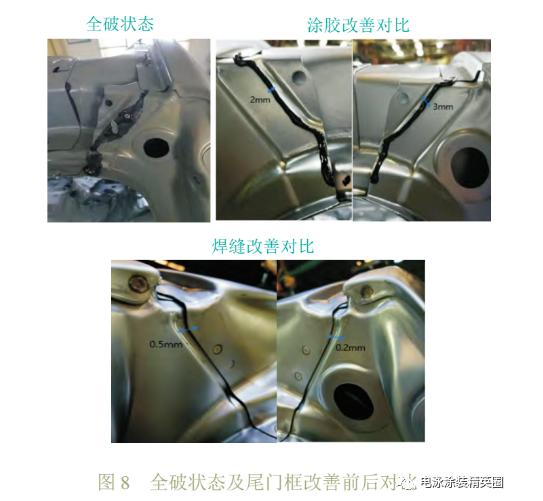
此處全破時發現涂膠未全部充滿焊縫,根據現場實際情況,采取了以下措施:1) 增加此處焊縫涂膠,改善前尾門框涂膠直徑 2 mm,通過放慢涂膠速度,增加尾門框的涂膠量,改善后尾門框涂膠直徑 3 mm,焊縫充滿膠。2)通過零件敲擊,減少尾門框間隙,由0.5 mm下降到0.2 mm,尾門框流痕單車缺陷數由1個下降到0.6個,如圖8所示。
至此,尾門框流痕整體改善完成。單車流痕缺陷數由 1.6個下降到0.9個左右。雖然流痕缺陷數下降不明顯,但是整體流痕狀態減輕,而且也能達到車間指標,基于成本考慮,改善完成。跟蹤 1個月的數據,E 車型單車電泳流痕缺陷數由 5.3 個下降到2.3個,目標達成。
4.1 硬性收益
E 車型單車流痕缺陷數由 5.3 個降低到2.3個,砂紙、擦凈布等輔料的用量減少,同時停線時間也減少。
1)減少使用砂紙擦凈布節約金額為:((0.58-0.52)張/臺 x1.06 元/張 +(0.59 -0.54) 張/臺 x0.94 元/張)x150 000 臺=1.7 萬元/a。
2)減少停線時間節約金額為:(2 min/h x 10h x 22d x12月/60 min/h) x58 元/h/人x10 人=5.1 萬元/a。
注:E車型2021年全年計劃產量約150 000 臺工段共 10 人。
1.7+5.1=6.8 萬元/a,即項目收益=68 000 元/a。
4.2 軟性收益
1)改善電泳漆膜質量,提升整車防腐能力; 減少員工工作量,降低成本。
2)項目團隊使用多種質量工具分析和解決問題,鍛煉了能力。
電泳流痕問題是汽車涂裝的最常見缺陷之一,也是最難解決的問題之一,對于電泳流痕的解決需要系統化深入分析,要求涂裝車間聯合沖壓、車身以及產品設計部門共同協作,尋求解決流痕的方式方法。對于一條成熟的生產線,只從涂裝工藝方面去解決電泳流痕問題空間不大,還是要從產品結構、包邊、焊點、涂膠等多角度出發去尋求解決方法。但是,新車型量產后,模具和結構等的更改非常困難,只能進行小的改進,以期達到改善效果。因此,在項目初期,要盡可能地去發現問題,不僅可以最大化地解決問題,同時也可以減少成本的投入。
另外,現場問題解決時,數據統計很關鍵,從數據中去發現問題點,有時更容易找到問題解決的方向。所以,解決現場問題,一定要從現場中來,到現場中去。
0757-26382347/13380287549
